


सामग्री
| शरीर | इस्पात |
| खत्म करना | मढ़वाया जस्ता |
| खराद का धुरा | इस्पात |
| खत्म करना | मढ़वाया जस्ता |
| सिर का प्रकार | डोम, सीएसके, बड़ा निकला हुआ किनारा |
विनिर्देश
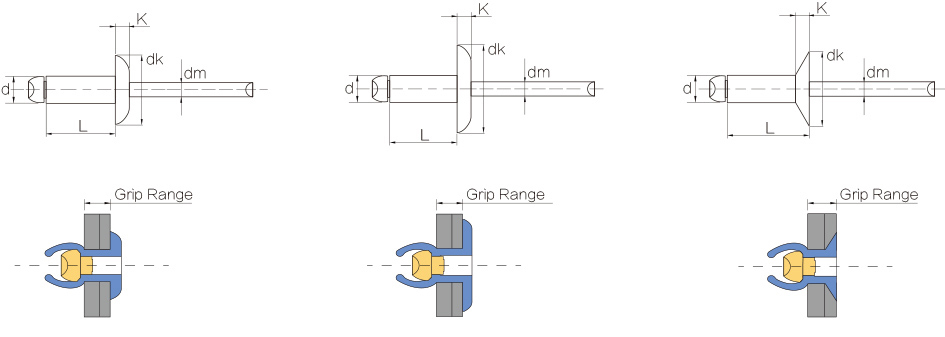
| D1 एनओएम। | ड्रिल नं। &छेद का आकार | कला कोड | ग्रिप रेंज | एल (मैक्स) | D एनओएम। | K मैक्स। | P मिन। | कतरनी एलबीएस | लचीला एलबीएस | ||
| इंच | MM | इंच | MM | ||||||||
| 3/32" 2.4 मिमी | #41 2.5-2.6 | SS32 | 0.020-0.125 | 0.5-3.2 | 0.250 | 6.4 | 0.188" 4.8 | 0.032" 0.81 | 1.00" 25.4 | 130 580एन | 170 760N |
| SS34 | 0.126-0.250 | 3.2-6.4 | 0.375 | 9.5 | |||||||
| SS36 | 0.251-0.375 | 6.4-9.5 | 0.500 | 12.7 | |||||||
| 1/8" 3.2 मिमी | #30 3.3-3.4 | एसएस41 | 0.020-0.062 | 0.5-1.6 | 0.212 | 5.4 | 0.250" 6.4 | 0.040" 1.02 | 1.06" 27 | 260 1160एन | 310 1380एन |
| एसएस42 | 0.063-0.125 | 1.6-3.2 | 0.275 | 7.0 | |||||||
| एसएस43 | 0.126-0.187 | 3.2-4.8 | 0.337 | 8.6 | |||||||
| एसएस44 | 0.188-0.250 | 4.8-6.4 | 0.400 | 10.2 | |||||||
| एसएस45 | 0.251-0.312 | 6.4-7.9 | 0.462 | 11.7 | |||||||
| एसएस46 | 0.313-0.375 | 7.9-9.5 | 0.525 | 13.3 | |||||||
| एसएस48 | 0.376-0.500 | 9.5-12.7 | 0.650 | 16.5 | |||||||
| एसएस410 | 0.501-0.625 | 12.7-15.9 | 0.775 | 19.7 | |||||||
| 5/32" 4.0 मिमी | #20 4.1-4.2 | SS52 | 0.020-0.125 | 0.5-3.2 | 0.300 | 7.6 | 0.312" 7.9 | 0.050" 1.27 | 1.06" 27 | 370 1650एन | 470 2100एन |
| SS53 | 0.126-0.187 | 3.2-4.8 | 0.362 | 9.2 | |||||||
| SS54 | 0.188-0.250 | 4.8-6.4 | 0.425 | 10.8 | |||||||
| SS56 | 0.251-0.375 | 6.4-9.5 | 0.550 | 14.0 | |||||||
| SS58 | 0.376-0.500 | 9.5-12.7 | 0.675 | 17.1 | |||||||
| SS510 | 0.501-0.625 | 12.7-15.9 | 0.800 | 20.3 | |||||||
| एसएस 516 | 0.876-1.000 | 22.2-25.4 | 1.175 | 29.8 | |||||||
| 3/16" 4.8 मिमी | #1 1 4.9-5.0 | एसएस 62 | 0.020-0.125 | 0.5-3.2 | 0.325 | 8.3 | 0.375" 9.5 | 0.060" 1.52 | 1.06" 27 | 540 2400एन | 680 3030एन |
| एसएस63 | 0.126-0.187 | 3.2-4.8 | 0.387 | 9.8 | |||||||
| एसएस 64 | 0.188-0.250 | 4.8-6.4 | 0.450 | 11.4 | |||||||
| एसएस66 | 0.251-0.375 | 6.4-9.5 | 0.575 | 14.6 | |||||||
| एसएस68 | 0.376-0.500 | 9.5-12.7 | 0.700 | 17.8 | |||||||
| एसएस610 | 0.501-0.625 | 12.7-15.9 | 0.825 | 21.0 | |||||||
| एसएस 612 | 0.626-.0750 | 15.9-19.1 | 0.950 | 24.1 | |||||||
| एसएस 614 | 0.751-0.875 | 19.1-22.2 | 1.075 | 27.3 | |||||||
| एसएस 616 | 0.876-1.000 | 22.2-25.4 | 1.200 | 30.5 | |||||||
| एसएस 618 | 1.001-1.125 | 25.4-28.6 | 1.325 | 33.7 | |||||||
| एसएस 620 | 1.126-1.250 | 28.6-31.8 | 1.450 | 36.8 | |||||||
| 1/4" 6.4 मिमी | F 6.5-6.6 | SS82 | 0.020-0.125 | 0.5-3.2 | 0.375 | 9.5 | 0.500" 12.7 | 0.080" 2.03 | 1.25" 32 | 1000 4450एन | 1240 5520एन |
| SS84 | 0.126-0.250 | 3.2-6.4 | 0.500 | 12.7 | |||||||
| एसएस 86 | 0.251-0.375 | 6.4-9.5 | 0.625 | 15.9 | |||||||
| SS88 | 0.376-0.500 | 9.5-12.7 | 0.750 | 19.1 | |||||||
| एसएस 810 | 0.501-0.625 | 12.7-15.9 | 0.875 | 22.2 | |||||||
| एसएस 812 | 0.626-0.750 | 15.9-19.1 | 1.000 | 25.4 | |||||||
| एसएस 814 | 0.751-0.875 | 19.1-22.2 | 1.125 | 28.6 | |||||||
| एसएस 816 | 0.876-1.000 | 22.2-25.4 | 1.250 | 31.8 | |||||||
| एसएस 818 | 1.001-1.125 | 25.4-28.6 | 1.375 | 34.9 | |||||||
आवेदन
स्टील ओपन एंड ब्लाइंड रिवेट्स न केवल उपयोग करने में आसान, उच्च दक्षता, कम शोर, श्रम तीव्रता और अन्य विशेषताओं को कम कर सकते हैं, बल्कि जकड़न को भी जोड़ सकते हैं।स्टील रिवेट्स को डोम हेड रिवेट्स, काउंटरसंक रिवेट्स और बड़े फ्लैंज हेड रिवेट्स में विभाजित किया जा सकता है।स्टील ब्लाइंड रिवेट्स की तन्यता और कतरनी ताकत मानक एल्यूमीनियम रिवेट्स की तुलना में बहुत अधिक है।यह व्यापक रूप से औद्योगिक में उपयोग किया जाता है, उच्च शक्ति अनुरोध की जरूरतों को पूरा कर सकता है।
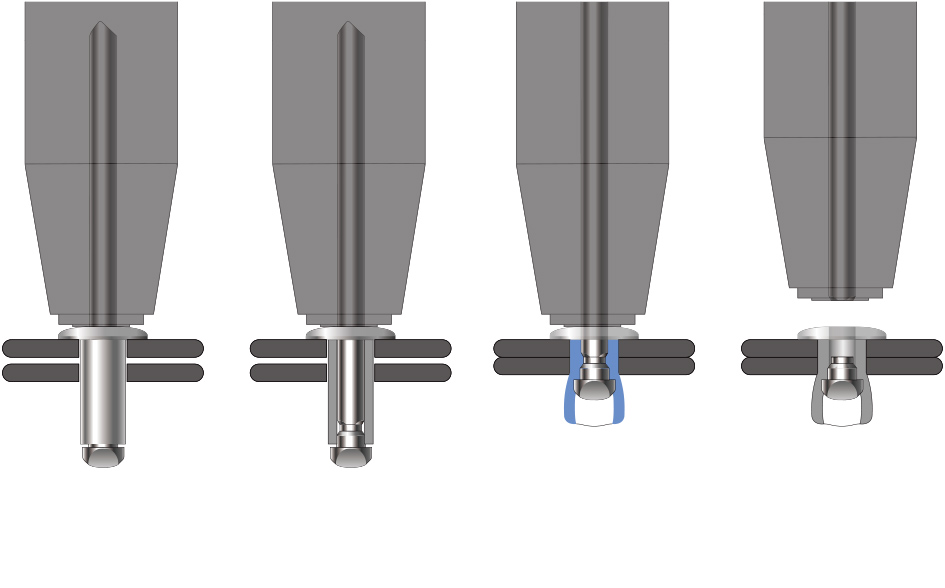
पॉप रिवेट का उपयोग करते समय समस्याएं और कारण:
4. पॉप कीलक के माध्यम से खींचा जाता है: कीलक खराद पूरी तरह से कीलक से बाहर खींच लिया जाता है, और खराद का धुरा टूट जाता है।कीलक लगाने के बाद, कीलक में खाली छेद छोड़ दें।
खींचने के कारण हैं: बहुत अधिक रिवेट मैंड्रेल तनाव;मैंड्रेल कैप का छोटा व्यास;नरम रिवेटिंग सामग्री;भीतरी छेद की सतह बहुत अधिक चिकनाईयुक्त है।
5. जम्प हेड या ड्रम अपर्याप्त: रिवेट्स खींचते समय, रिवेट कोर पूरी तरह से पॉप अप हो जाता है, या रिवेट नहीं सूजता है।
इस घटना के कारण हैं: नेल कोर बनाते समय तन्यता बल नियंत्रण बहुत कम होता है;रिवेटिंग बॉडी अधिक है (असमान एनीलिंग);
6. रिवेटिंग के बाद आराम करें: रिवेटिंग के बाद, वर्कपीस होल में रिवेटिंग बॉडी ढीली होती है।






